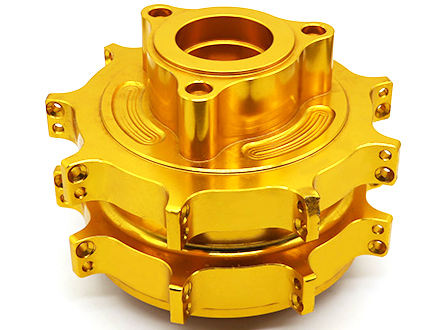
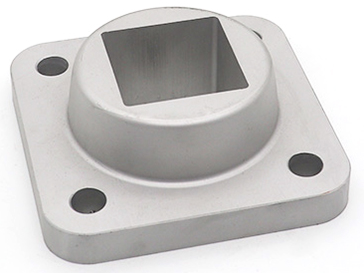
輪船上控制閥體
鋁合金可用各種各樣的加熱設(shè)備進(jìn)行鍛前加熱,如電阻爐��、燃?xì)鉅t、燃油爐��、感應(yīng)加熱裝置�、流態(tài)粒子爐等。國內(nèi)一般選用電阻爐加熱�,在這種情況下,爐內(nèi)應(yīng)裝有強(qiáng)迫爐氣循環(huán)裝置����,以促使?fàn)t溫均勻。當(dāng)使用燃?xì)鉅t或燃油爐時����,須使用低硫燃料,并且爐內(nèi)火焰不允許直接噴射坯料表面�����。國外認(rèn)為鋁合金鍛造加熱以馬弗爐為合適�,并且燃?xì)獍敕忾]式爐得到了較廣泛的應(yīng)用����。在鋁合金鍛壓過程高度自動化時����,常用的加熱方式有感應(yīng)加熱��、電阻加熱和流態(tài)粒子加熱等����。
鋁合金的鍛造溫度范圍窄,容易過熱���、過燒���,所以須準(zhǔn)確測溫、控溫�����,爐溫偏差控制在±5℃范圍之內(nèi)����。
鋁合金具有良好的導(dǎo)熱性,所以任何厚度的毛坯均可不經(jīng)預(yù)熱�����,直接進(jìn)入高溫爐內(nèi)加熱,但加熱時間比一般碳鋼長�,這是因為鋁合金加熱時須保證內(nèi)部強(qiáng)化相充分溶解,以便使合金組織均勻�����,塑性提高��。鋁合金坯料的加熱時間按每毫米直徑或厚度1.5~2min計算�����。強(qiáng)化相的溶解過程與強(qiáng)化相的大小�����、形狀����、分布特點及本身性質(zhì)有關(guān),組織愈粗大����,溶解也愈慢�����,所以鑄錠、大型鍛件及粗棒料(φ100mm以上)應(yīng)取加熱時間的上限�。合金元素含量高的坯料,其加熱時間長些�����,如LC4應(yīng)比LD2合金的加熱時間長些���。一般情況下���,鋁合金的加熱時間1~2h就夠了,如果遇到不得已的延長時�����,則加熱時間可超過4~6h���,若再長則建議將金屬從爐中取出�����,以防過熱和吸氫�����。